LAS TABLAS QUE SE
ENCORVAN CUANDO UN MUEBLE YA ESTA ARMADO
Las causas para que
se produzca el encorvamiento de una tabla o tablero de madera maciza en los
muebles tienen como causas físicas y químicas.
La causa química es debido a la oxidación de las resinas de
la madera, lo que produce una contracción molecular en uno de los frentes de la
madera más que en el otro, esto depende de la exposición máxima que tenga una
de las caras más que la otra a la luz y los cambios de humedad y temperatura
del medio ambiente, también porque uno de sus frentes puede estar barnizado y el otro no, por consiguiente el
lado que no está protegido con la pintura tiende a oxidarse y contraerse más que la cara que tiene la pintura, en
consecuencia se producirá la curvatura.
La causa física se debe a factores de humedad y temperatura
que hace expandirse y contraerse a la madera.
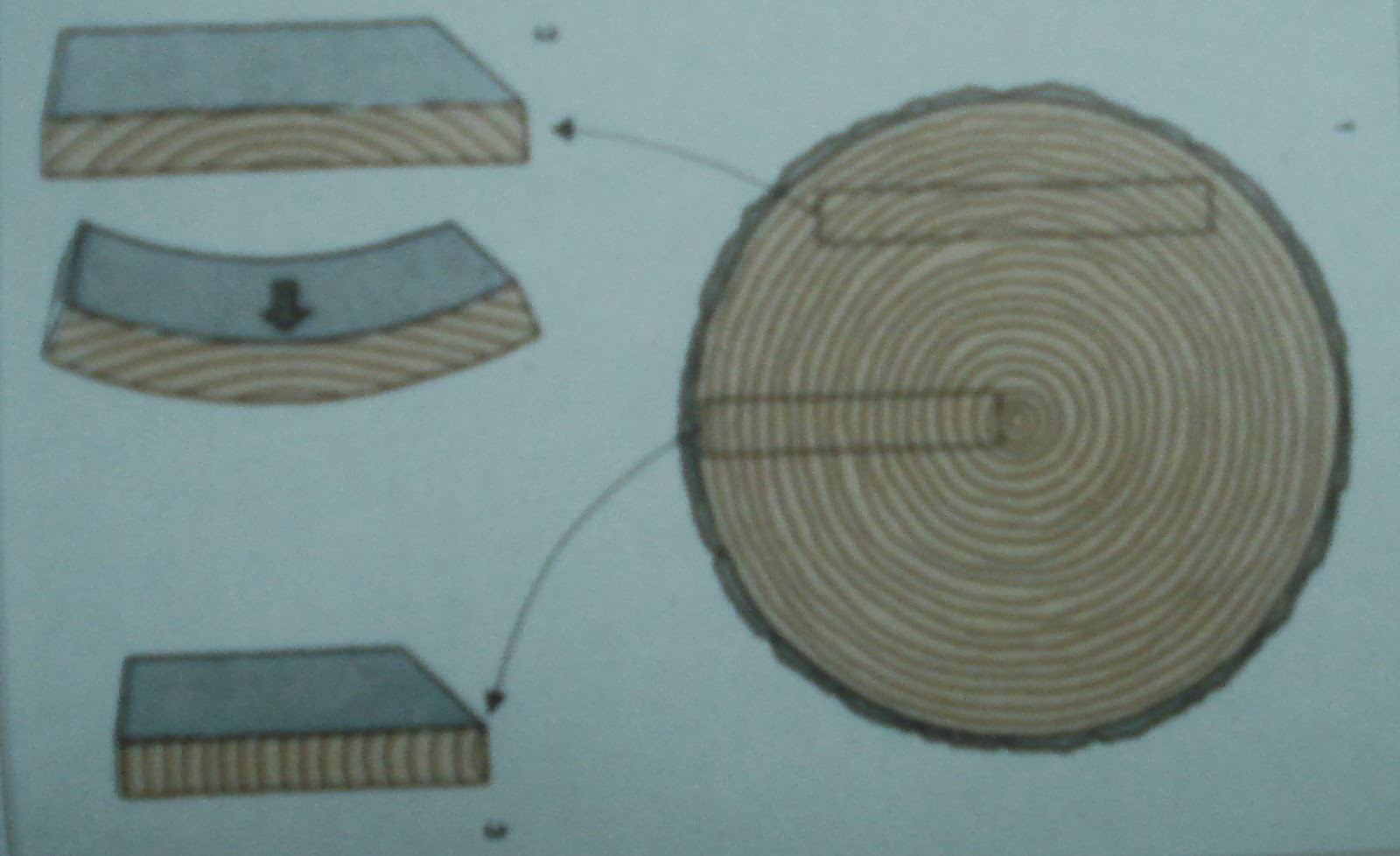 Una tercera causa del encorvado también depende de la forma
como ha sido cortado el panel o la pieza de madera, por cuestiones de corte y
aprovechamiento los troncos son aserrados longitudinalmente, se utiliza toda la
madera del tronco, los cortes por lo tanto, se producen en secciones
desiguales. Se seccionan en cortes “radiales” los que salen de los centros de
los troncos y los identificamos porque sus vetas son más unidas y rectas,
entonces cuando las fibras se contraen por cualquier causa física lo hacen de
forma equilibrada; de esta manera, si la humedad se distribuye regularmente, no
se producirá una deformación. En el corte” tangencial” las vetas son arqueadas.
Dado que las vetas se contraen más que las fibras de madera, esta configuración
facilita más el curvado.
Una tercera causa del encorvado también depende de la forma
como ha sido cortado el panel o la pieza de madera, por cuestiones de corte y
aprovechamiento los troncos son aserrados longitudinalmente, se utiliza toda la
madera del tronco, los cortes por lo tanto, se producen en secciones
desiguales. Se seccionan en cortes “radiales” los que salen de los centros de
los troncos y los identificamos porque sus vetas son más unidas y rectas,
entonces cuando las fibras se contraen por cualquier causa física lo hacen de
forma equilibrada; de esta manera, si la humedad se distribuye regularmente, no
se producirá una deformación. En el corte” tangencial” las vetas son arqueadas.
Dado que las vetas se contraen más que las fibras de madera, esta configuración
facilita más el curvado.
LAS CORRECCIONES:
Existen varios métodos, los más fáciles de realizar también
ofrecen menos probabilidades o son menos satisfactorios, para todas las
acciones de corrección (enderezado) es necesario desmontar la pieza del mueble.
SISTEMA DE PESOS: se adapta especialmente para los tablones
que conforman las estanterías mesas o tableros de maderas macizas, y consiste
en recuperar un poco la elasticidad de la madera en su curvatura cóncava que es donde las resinas de la madera están más
contraídas y causan el efecto de la curvatura, entonces se limpia de toda clase
de pegamentos, pinturas o cualquier película diferente de la madera , esta

TORNILLO Y PALANCA: se adapta especialmente para
Tableros de gran tamaño como puertas de
muebles, entrepaños grandes de maderas macizas, etc. los cuales pierden con el
tiempo su forma recta y se deforman por condiciones de uso, peso constante y exposición a la
humedad y la luz, que son los causantes de estos cambios en sus superficies.
Para este tratamiento de corrección debe tener en la
herramienta del carpintero varias prensas de rápidas o prensas en C y 3 pares
de regletas gruesas de madera dura o metálicas si es el caso, con la sierra
circular

Le puede interesar los siguientes artículos.
COMO REPARAR MUEBLES (4)
CONTRACHAPADOS Y GRIETAS DE LA MADERA
Como reparar-muebles-paso-2.html
Conozca algunos tipos de maderas de los muebles

